



锯床锯条打齿的原因及以及解决方法 :
1、锯条齿型选择不当,主要表 现 为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。
2、选择的锯条质 量 太次,主要表 现 在锯条背材与齿部齿尖的质 量 ,不具有抗磨损性。建议选择质 量 好的进口锯条。
3、资料是否进行有效固定,主要表 现 为切割过 程 中资料松动导 致 ,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表 现 在为了调高切割效率,而下降速度过快。建议减 少 进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导 致 此现象的呈现。
机床的主要特点和功能:温州钢筋带锯床市场行情一方面我们的营销版块还要进一part开拓,要以甘宁,新疆,湖北,福建片区为起点,往中亚,往南亚走,往河南山西走,往京津冀方向走;二是我们的产品结构要进一趴开拓,铁路,城镇绿化工程为起点,要往管廊,综合体,PPP项目等新领域开拓。开拓不可能是简单的喊口号,需要有实实在在的制度支撑,就如同通过以地域系数为导向,以绩效,待遇,评先,用人制度为支撑鼓励大伙要往艰苦的地方去,往新生产的领域走。再来谈谈“开拓”。
一家专业现代化的钢筋带锯床生产企业,致力于专业研发设计、生产和销售产各类钢筋带锯床产品。当然那些电气箱内部并不足以喷漆,观察这里的损坏程度,判断成色是*具力度的。而且原厂漆最多有一层漆,假如假若看见两层以上的漆,大概是翻新机床。同时要观察二床的螺丝帽,螺丝帽里喷漆不可能可以是翻新机,有许多厂家喷漆会顺带喷螺丝帽。

锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,清除锯齿上的切屑。冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
配件类型挑选不匹配。配件代用或错用的现象较遍及。应尽量运用原装类型的配件,不可用其它类型配件代用,更不能错用。不注重螺栓的选用,螺栓运用紊乱的现象较突出。在修补带锯床时,乱用螺栓的现象还比较突出,因螺栓功能、质量不符合技能要求,导致修补后机械毛病频出。螺栓拧紧办法不妥的状况较严重。 不留意检测零部件合作间隙的现象为数不少。不成对、成套替换偶件或组件的状况也不罕见。带锯床液压体系中有些组件,在修补时,应留意成对安装,不要弄串 。在实践修补作业中,有人为了削减开支、有人不了解技能要求,不成对或成套替换上述零部件的状况还不罕见,降低了修补质量,缩短了带锯床机件寿数,增加了毛病发作的可能性,应引起满足的注重。
 jmc
jmc
切割时工件*,*带锯床,用以切割板料和成形零件的曲线轮廓,还可以将锯带换成锉链或砂带,带锯床,实施修锉或打磨。锯床遵照机械分类别:基本分成三种类型圆锯床、带锯床、弓锯床,带锯床厂家,这三种不类型的锯床基本加工不同类型的产品,除此另外这三大类的产品也着自己再更加严密的分类别。
尤其是高端带锯床产品中,自动化技术与产品几乎作用于从控制机构、执行机构到测量与反馈机构的基本上每个部分,而目前那些应用于带锯床及带锯床研发生产线的各种自动化产品,几乎都在发生着推陈出新产的变革。作为中高端带锯床的控制中心,数控系统包含了运动控制、智能技术、自诊断等各方面的技术。多轴多系统的数控装置已纷纷被打造出来并投入应用;伺服系统的控制方式,也逐渐由常规号型向总线型过渡;伺服驱动器和电机也一样向数字化、交流化和智能化的方向长期发展。

锯床特点:
※切削速度液压控制,无级调速
※导向块结构科学合理,延长锯条的使用寿命
※双立柱结构,操作平稳
※锯切稳定,精度高
※工作夹紧采用手动夹紧,操作方便
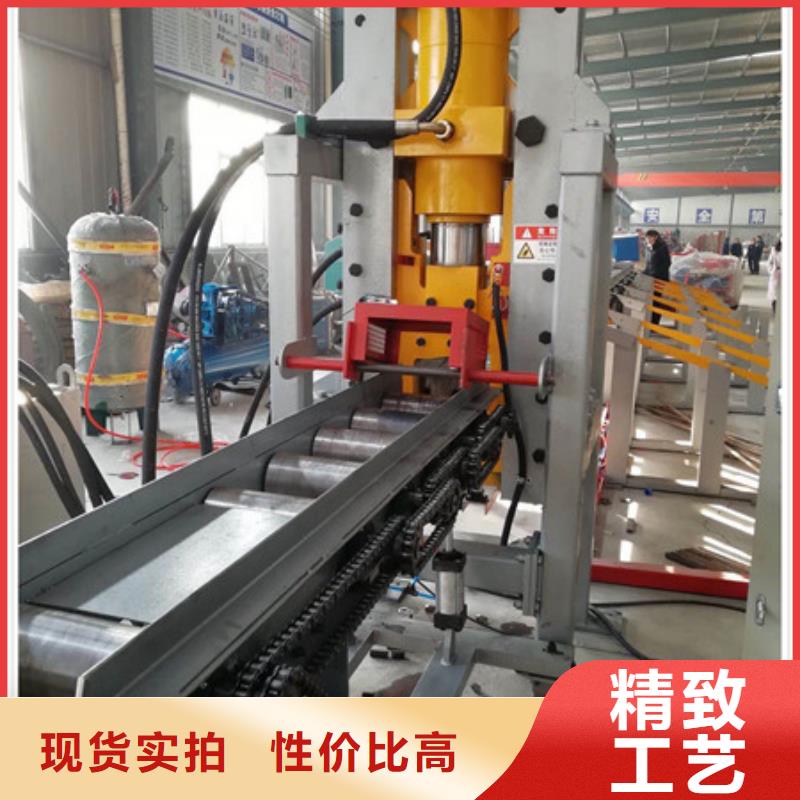
GB4240金属带锯床:
一. 主要用途:
本机床应用于切割高≤400mm、宽≤400mm的钢胚、铁板、钢管及大型轴类工件,亦可在选取适当的工艺参数后,切割多种黑色或有色金属材料。具有性能高、效率高和高刚性等显明特点,可代替一些国外品牌设备。
二. 机床的主要特征及参数:
1、机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动上升(即退刀)的功能。
箍筋拉爨不需搭接,较之手工作业节省材料,降低了施工成本
由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
产品特点
自动送线机构,可在线调整间距,误差小,成型质量高。
自动焊机,焊点精确,减轻劳动强度
变频控制拖笼机构,行走精度高
自动拖笼设计,避免焊接过程中因笼子自重导致其弯曲变形。
自动上料装置,加快上料速度,提高效率。
模板采用模板环加导管组合,可加速更换笼子直径和变换笼子主筋根数
平立滚式矫治装置,矫直效果好,寿命长。
控制系:PLC,触摸屏,ABB变频器。
